天津铸桥焊材销售有限公司
天津铸桥焊材销售有限公司
| 品牌 |
斯米克 |
型号 |
T237 |
| 牌号 |
T237 |
类型 |
铜及铜合金焊条 |
| 材质 |
铜 |
药皮成分 |
不定型 |
| 加工定制 |
是 |
焊条直径 |
3.2 4.0mm |
| 工作温度 |
300℃ |
焊芯直径 |
3.2 4.0mm |
| 适用范围 |
用于铜合金,铝青铜与铜,铸铁的焊接。 |
直径 |
3.2 4.0mm |
| 长度 |
400mm |
厂家 |
上海 |
T227磷青铜焊条
详细说明:T227为磷青铜焊条,有一定强度,塑性,韧性,耐磨性及耐蚀性,适于紫铜,黄铜,磷青铜等焊接。
熔敷金属化学成份/%
Sn P Cu
≤0.5 0.05-0.3 余量
熔敷金属机械性能:
抗拉强度σb/MPa 延伸率δ5/%
≥270 ≥12
T237铝锰青铜焊条
详细说明:T237为铝锰青铜焊条,耐磨,耐蚀性优良,广泛用于铜合金,铝青铜与铜,铸铁的焊接。
熔敷金属化学成份/%
Si Mn Al Cu
≤0.1 ≤2.0 7.0-9.0 余量
熔敷金属机械性能:
抗拉强度σb/MPa 延伸率δ5/%
≥410 ≥15


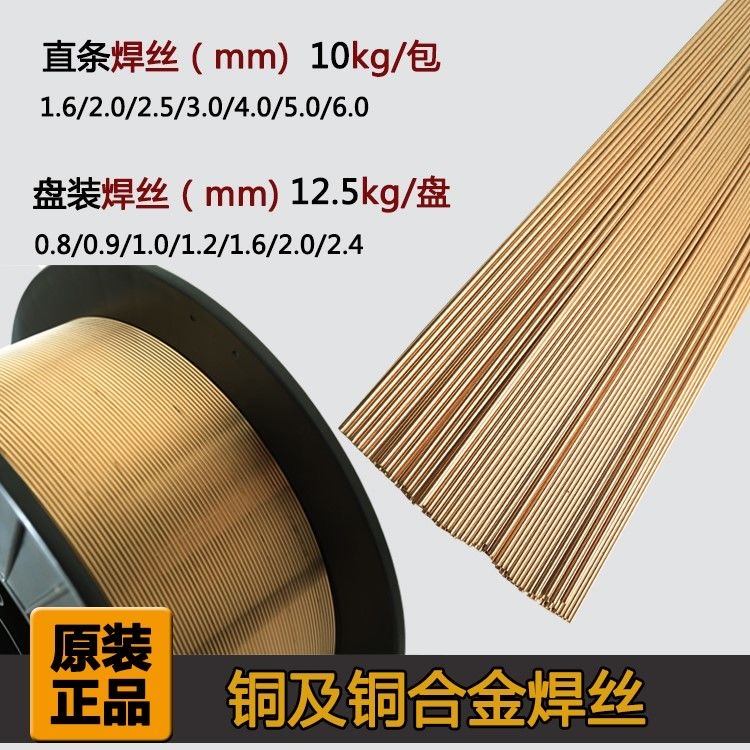
《铜和铜合金焊丝使用说明》
执行GB9046-88标准
铜及铜合金焊丝常用于焊接铜及铜合金,其中黄铜焊丝也广泛应用于钎焊碳钢铸铁及硬质合金刀具等。
铜及铜合金的焊接,可以采用各种焊接方法,几种常用方法比较如下:
铜及铜合金各种焊接方法比较
焊接方法 优点 缺点
氩弧焊 1、焊接质量好,操作容易
2、薄板厚板都适用,变形小
3、焊接速度高(熔化极) 1、设备费用贵
2、含锌高的黄铜较难焊接
氧-乙炔气焊 1、设备简单
2、薄板适用
3、是焊接黄铜较合适的方法之一 1、焊接接头性能比母材差
2、变形量大,易产生裂纹
3、铝青铜焊接困难
碳弧焊 1、设备简单
2、厚板适用
3、变形量小 1、焊接接头性能差
电焊条手工电弧焊 1、设备简单
2、变形量小
3、焊接速度高 1、焊接工艺简单,质量差
2、脱渣困难
3、薄板不适用
李经理
天津滨海新区华苑产业区华天道2号

期待你的来电