天津铸桥焊材销售有限公司
天津铸桥焊材销售有限公司
| 品牌 |
铸桥 |
型号 |
D998 |
| 重量 |
5kg |
厂家 |
天津 |
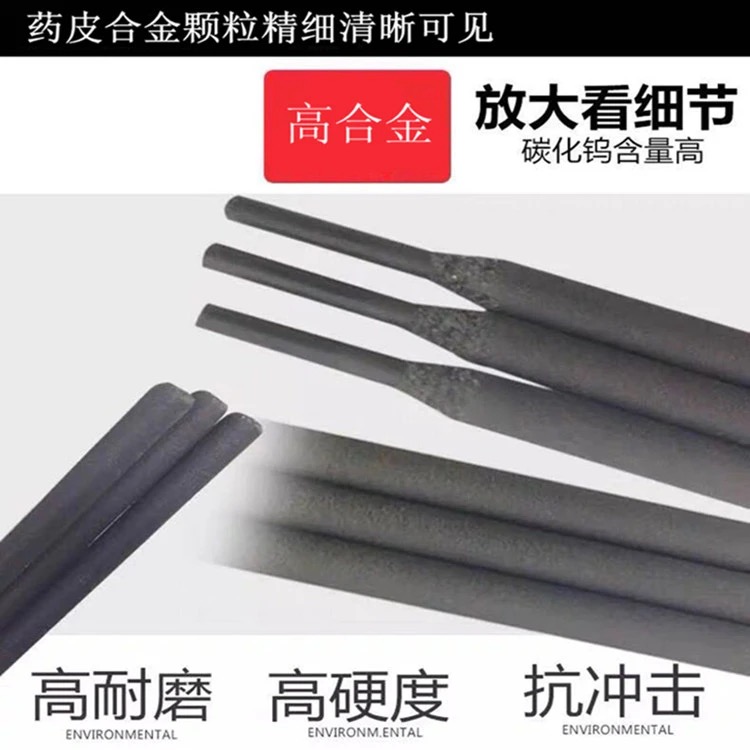
D998耐冲击耐磨焊条
表面硬度为HRC≥60-65,(耐冲击 耐高温合金焊条)焊接电弧稳,飞溅少,熔敷率高,自行脱渣,成形平整美观。堆焊金属中含有大量极硬复合硬质相,具有更好耐硬体磨料磨损的能力,耐压力强度高,抗烈性能好,耐温500℃以上,抗高温氧化能力强,可进行大面积多层堆焊。低、中碳钢、合金钢、高锰钢均可堆焊。交直流两用,焊前无需对工件预热。适于堆焊制造及修复辊压机辊面,机立窑卸料塔蓖,电厂风扇式磨煤机冲击板,挖掘机、装载机的铲斗和斗齿,破碎机锤头和衬板,笼形粉碎机笼棒,无球磨机转子、锤头等。
Ni60A镍基合金粉末
是高硬度的镍铬硼硅合金粉末。自熔性、润湿性和喷焊性优良,而且熔点比较低,喷焊层具有硬度高、耐蚀、耐磨、耐热特点,难以切削,以湿式磨削为宜。
用途:适用于火焰或等离子喷焊工艺,常用于耐蚀、耐磨、特别是耐滑动磨损零件的预防性保护和修复,如拉丝滚筒、凸轮、柱塞、轧钢机的输送辊等。
注意事项:
1、请严格按氧-火焰或等离子喷焊工艺的要求施焊。
2、采用中小型喷焊抢时,宜选用-150目的的粉末,采用大型喷焊抢时宜选用-150/+320目的的粉末。
3、合金粉如有吸潮现象,或存放期超过3个月,使用前应进行干燥处(120℃,保温2小时)。
| FW-3102
|
|
|
(DZCr60)
|
|
|
TDM-8高耐磨耐冲击焊条
|
TDM-8碳化钨合金耐磨堆焊焊条,主要针对砖瓦厂的运送螺旋、搅拌机叶片、制砖机的搅刀、搅龙、对棍、推土机推斗、挖掘斗、抓斗等磨损的特点研制而成。 采用碳化钨及低氢钠型药皮为主要原料,配合日本神户技术工艺研制而成,可交直两用,焊层具有硬度高、韧性好、耐高温和耐磨损等特点,使用于碳素钢、合金钢、铸铁、铸钢等表面的堆焊。 堆焊金属:高锰钢焊芯、含钨量57%、合金粉末15%、墨钴铬等多种元素。 化学成分(%):W--57 Mo--17 C--0.05 Cr--9.8 B--4.2 参考电流:Φ3.2 Φ4.0 Φ5.090-120A 160-190A 190-220A堆焊层硬度:(焊后空冷HRC≥75注意事项:1、焊前须将母材表面的杂物清理干净。2、应采用较小电流,可防止弧抗裂纹。
|
|
CMC-EMagic10高耐磨性电焊条
|
CMC EMagic10为一W、Cr含量较高之高效型刀口焊条,实现低电流,高熔填率之理想;适用于高速冲击之冲压模具刀锋与冲头,焊后熔金饱满光滑,附着性佳,自动退壳,可机加工,在高速高温的冲压工作环境下,也可保持耐磨性;特别适合于淬火硬化后模具损坏修复堆焊,仅一层可得较高硬度。熔金可随SKD11淬火,仍有高硬度。
|
|
CMC-EMagic6高韧性耐冲击刀口焊条
|
CMC-EMagic6为一高管状铸造碳化钨气焊条张力板专用刀口焊条,实现低电流,高熔填率之理想;熔金中所含“钒”元素远高于Cr12MoV原有含量,可提高韧性且耐冲击,饱满光滑不易崩刃,附着性佳,自动退壳,可机加工;可改善热处后冷作钢之焊接脆裂问题,焊于空冷钢上可减少碳化物形成。适合于冷作钢损坏堆焊,特别适用于大型落料模、大型冲压模冲切部位。对于剪切工具的生产中,同样可以通过堆焊于低合金或一般的钢材上制作剪切边。对于机械式压力机快速生产时产生的涨大,也有较好的防范效用。
|
李经理
天津滨海新区华苑产业区华天道2号

期待你的来电