天津铸桥焊材销售有限公司
天津铸桥焊材销售有限公司
| 品牌 |
天泰 |
型号 |
TIG-9Cb |
| 牌号 |
TIG-9Cb |
类型 |
实心焊丝 |
| 焊接方法类型 |
耐热钢焊丝 |
被焊材料 |
耐热钢 |
| 加工定制 |
否 |
长度 |
1000mm |
| 熔点 |
1200℃ |
材质 |
耐热钢 |
| 用途 |
用于焊接工作温度在600~650℃的改良型9Cr1Mo类(如T/ P91、F9等)耐热钢 |
工作温度 |
300℃ |
| 产地 |
天泰 |
是否含助焊剂 |
是 |
| 重量 |
15kg |
厂家 |
天泰 |
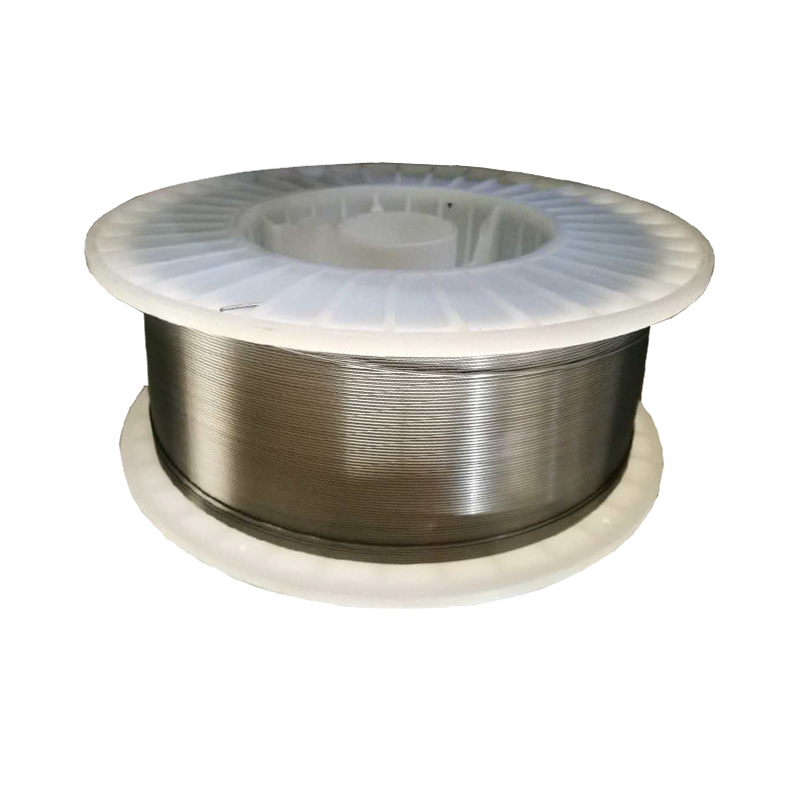
天泰焊材TIG-9Cb耐热钢焊丝ER62-B9耐热钢焊丝ER90S-B9厂家
产品名称:TIG-9Cb耐热钢焊丝
规格:1.0/1.2/1.6/2.0/2.4/3.2/4.0/4.8mm
符合标准:GB/T 8110-2008 ER62-B9 AWS A5.28:2005 ER90S-B9
说明:TIG-9Cb是含Cr9%-Mo1%-Ni0.7%-VNb的耐热钢钨极氩弧焊丝。焊缝金属具有较好的力学性能,全位置焊接性能良好。通常焊接时,焊件需预热和保持道间温度200~300℃,焊后进行735~765℃回火处理。
用途:用于焊接工作温度在600~650℃的改良型9Cr1Mo类(如T/ P91、F9等)耐热钢,如高温高压锅炉的蒸汽管道、过热器管、石油裂化装置的炉管等的手工钨极氩弧焊打底及全氩焊。
注意事项:
1.焊前必须对焊件清除铁锈、镀层、油污、水分和杂质等污染物。
2.焊接时的环境风速应小于1 m / s。有风处应采取挡风措施焊接。
3.应使用焊接用的氩气,Ar ≥99.99 %。
4.当焊缝背面充氩气时,气体流量应是正面的1/2
,以免形成背面正压而产生根部未焊透。
R307H耐热钢焊条
符合GB E5515-B2 相当AWS E8015-B2
简介:属于低氢型焊条,采用直流反接,短弧操作,可进行全位置焊接。焊前焊件需预热至160~250℃,焊后须经回火处理。焊接工作温度在520℃以下的1%Cr-0.5Mo(如15CrMo)耐热钢,如锅炉管道,高压容器,炼设备等,也可用来焊接30CrMnSi钢。
R307BL耐热钢焊条
符合GB E5515-B2 相当AWS E8015-B2
简介:属于低氢型焊条,采用直流反接,短弧操作,可进行全位置焊接。焊前焊件需预热至160~250℃,焊后须经回火处理。熔敷金属具有极低的S、P杂质含量,低温冲击韧性更优异。焊接工作温度在520℃以下的1%Cr-0.5Mo(如15CrMo)耐热钢,如锅炉管道,高压容器,炼设备等,也可用来焊接30CrMnSi铸钢。
R317耐热钢焊条
符合GB E5515-B2-V
简介:低氢钠型药皮的Cr1%-Mo0.5%-V珠光体耐热钢焊条,采用直流反接,可全位置焊接,焊前须预热到250~300℃。焊接工作温度在540℃以下的珠光体耐热钢(如12CrMoV),用于如高温高压锅炉管道、石油裂化设备、高温合成化工机械焊接等。
R337耐热钢焊条
符合GB E5515-B2-VNb
简介:低氢钠型药皮的CrMoVNb珠光体耐热钢焊条,采用直流反接,可全位置焊接,焊前须预热到250~300℃。焊接工作温度在570℃以下的15CrMoV珠光体耐热钢。
李经理
天津滨海新区华苑产业区华天道2号

期待你的来电